What makes stainless steel so resistant to rust? Well, it all comes down to those key ingredients chromium and nickel. When we look closer, chromium does most of the heavy lifting here. It creates this thin oxide layer right on the surface of the metal that basically becomes a barrier against anything trying to eat away at the steel. Pretty cool thing about this layer is that if it gets scratched or damaged somehow, it actually repairs itself over time. Nickel isn't just along for the ride either. This element helps keep the steel's internal structure stable, especially when things get tough on the material. Most grades need around 10.5% chromium to really stand up to corrosion challenges. That's why we see stainless steel everywhere from kitchen appliances to industrial equipment where regular metals would just fall apart after a while. The combination works so well that manufacturers can count on lasting performance even in pretty harsh conditions.
For structural projects, stainless steel tends to come out on top when compared to carbon steel and aluminum options. Regular carbon steel just doesn't stand up to rust like stainless does, so it breaks down much faster, especially around chemicals or saltwater areas. Sure, aluminum is lighter weight, but it simply can't match what stainless offers in terms of lasting power or structural strength needed for critical parts. Take bridge supports or chemical processing equipment for instance. Real world testing has shown stainless parts surviving roughly three times longer than similar carbon steel pieces in factories and refineries. This makes sense both from a safety perspective and cost standpoint over time since replacement costs drop dramatically.
When we look at places where things need to last really long, especially around boats and chemicals, stainless steel just stands out from the rest. Saltwater eats away at most metals pretty quickly, causing all sorts of problems like rust spots and those annoying pits that weaken structures over time. But not so much with stainless steel. For chemical plants dealing with harsh stuff, this metal handles aggressive solvents better than anything else available today. Some industry reports actually show stainless steel beating competitors in about 85 percent of cases when tested in real marine situations. And what does this mean for businesses? Well, they don't have to replace equipment every few months because something broke down. That kind of reliability makes a huge difference in operations where downtime costs money, which explains why so many companies keep coming back to stainless steel despite higher upfront costs.
What sets stainless steel apart from many other metals is how it holds up under extreme heat without losing its strength or shape. Some special types of stainless steel, notably Inconel alloys, have been developed specifically to handle intense heat better than standard grades. Tests show these materials can actually stand up to temperatures reaching around 1900 degrees Fahrenheit before they start to warp or melt. For industries dealing with serious heat challenges like power plants and aircraft manufacturing, this kind of thermal resilience makes all the difference. Engineers rely on these properties when designing systems that need to operate reliably even in scorching environments.
What makes stainless steel so special? Well, it really holds up against all sorts of mechanical stress and general wear and tear. That's why manufacturers keep coming back to it when they need something that can handle tough environments. The material just doesn't crack or break under pressure like so many others do. And this kind of toughness means machines don't need constant fixing or part replacements, which saves money in the long run. Looking at what's happening on factory floors these days, there's evidence showing stainless steel parts last about half again as long as their counterparts made from different materials. No wonder companies continue to invest in this metal despite higher upfront costs.
Stainless steel keeps structures intact over the long haul, which matters a lot for machines working under harsh conditions day after day. The stuff can take punishment without breaking down, so companies don't have to replace parts as often, saving them money in the long run. Real world examples show factories using stainless steel components report equipment lasting much longer than standard materials, sometimes even 30 years or more before needing major repairs. Beyond just holding up better, stainless steel proves itself reliable time and again across different manufacturing settings, giving businesses both peace of mind and real financial benefits when they choose it for critical applications.
Stainless steel C channels and I beams play a big role in construction because they offer amazing strength without adding much weight. Builders love them since these components can handle heavy loads but stay light enough to make structures more efficient. Some research actually showed that buildings with steel frames typically support way more weight than ones made with other materials. Take high rise buildings for instance many modern office towers rely heavily on these steel shapes to reach those impressive heights safely. From towering skyscrapers down to everyday bridges across our cities, C channels and I beams keep showing why they remain so important in structural engineering today.
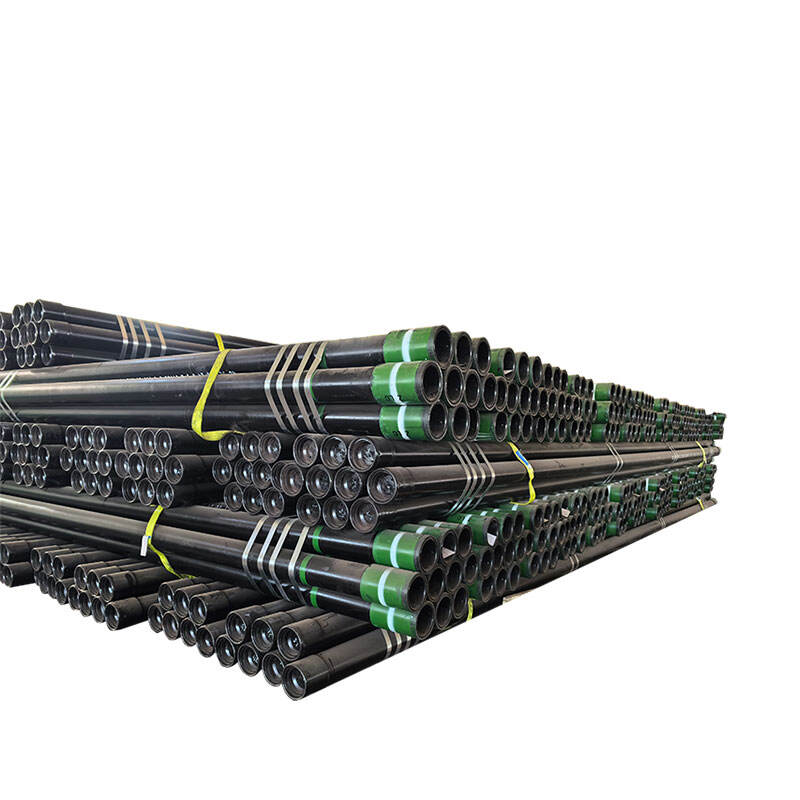
The oil and gas industry relies heavily on stainless steel for their pipelines and storage tanks because it stands up so well against rust and corrosion. This property makes all the difference when moving and storing hydrocarbons for years at a time without leaks or failures. Compared to regular carbon steel pipes, stainless steel versions last much longer before needing replacement. Plus, they cut down on those expensive maintenance jobs that plague many facilities. Some industry studies actually point to around 40% less money spent on repairs when companies switch to stainless steel parts throughout their operations. For operators dealing with harsh environments day after day, these savings really add up over time.
Stainless steel remains essential in food processing equipment mainly because it satisfies those tough sanitation standards needed to keep things clean. The smooth surface of stainless steel makes cleaning straightforward and thorough, which helps prevent bacteria from taking hold anywhere in the facility. A number of studies have found that when food plants switch to stainless steel surfaces, they see fewer instances of cross contamination between different products. Meatpacking plants especially rely on this property to maintain separation between raw meats and ready-to-eat items. Manufacturers across the food industry continue choosing stainless steel for everything from conveyor belts to storage tanks simply because nothing else offers the same combination of durability and cleanliness required by modern food safety laws.
Understanding the material composition of stainless steel can provide insights into its wide-ranging applications across various industries. The unique properties of different grades and alloys make them suitable for diverse uses, from construction to chemical processing.
Austenitic stainless steel stands out as the go to choice among all stainless steels because of how tough it really is. What makes this material special is that it doesn't attract magnets, which comes in handy when making things like electrical boxes or parts for hospitals where magnetic fields could cause problems. Manufacturers across various sectors keep coming back to this material time after time for good reason. People who work with metals day in and day out know that austenitic steel holds up remarkably well under extreme conditions. Whether facing scorching heat or freezing cold, this steel maintains its integrity, which explains why so many industries rely on it despite other options being available.
Stainless steel alloys containing molybdenum perform exceptionally well when exposed to extreme conditions because they resist pitting and crevice corrosion better than standard grades, particularly around chlorides. The chemical processing sector and offshore oil platforms rely heavily on these materials since they need to withstand both high pressures and corrosive seawater without failing. Industry data shows that equipment made from molybdenum enhanced steel lasts significantly longer before showing signs of wear. This means fewer maintenance interruptions and reduced risk of catastrophic failures in places where structural integrity literally saves lives. For engineers working on major infrastructure projects, choosing the right alloy can make all the difference between routine operations and expensive repairs down the road.
Stainless steel comes in all sorts of thicknesses these days, which means manufacturers can really tailor it to what their customers need. Take construction work or machine building for example - getting the right gauge makes all the difference when materials have to perform under stress. The surface finish matters too. A polished look does more than just look good; it actually helps prevent rust from forming over time. We're seeing this trend grow especially fast in places like airplane parts manufacturing and car production lines. Companies want components that not only last longer but also fit into their overall design vision without compromising on quality standards.
Stainless steel lasts much longer than most other materials, which means replacing it happens way less often and saves money in the long run. Because it doesn't wear down easily, whatever gets made from stainless steel keeps working properly for years without breaking down or needing fixing. Real world examples show this clearly too. Take factories where they use stainless steel equipment daily. These machines keep running strong even after decades, something cheaper metals just cant match. Some businesses report cutting their replacement budget by around 25% each year simply by switching to stainless steel components wherever possible. That makes stainless steel not just durable but actually smarter economics for companies planning ahead on big scale projects.
Stainless steel has those super smooth surfaces that just wipe clean easily, which cuts down on downtime and saves a lot on maintenance headaches. The material itself isn't porous at all, so it stays really clean. This matters a ton in places like restaurants and hospitals where they have strict rules about germs and contamination. Food service workers know this well because stainless steel doesn't trap bacteria the way other materials do. Some studies actually show cleaning takes about 30% less time compared to other surfaces. For businesses, this translates to real money savings since they spend less on cleaners and don't lose as much production time while scrubbing down equipment between shifts.
Stainless steel cuts down on overall lifetime costs because it lasts so long and doesn't need much maintenance. The material manages to strike a good balance between what something costs upfront versus how long it actually lasts, which means better value over time since there's less need for repairs or replacements. Looking at the numbers from various studies, companies often find their money comes back in savings when they choose stainless steel instead of other options. Some real world examples show around a 30% boost in return on investment compared to traditional materials, though actual figures can vary depending on specific applications. For sectors like cars, buildings, and public works projects where saving money over decades matters most, stainless steel stands out as a smart pick that delivers both performance and wallet-friendly benefits down the road.
 Hot News
Hot News2025-01-03
2024-10-23
2024-11-15
TJYCT STEEL CO., LTD. specializing in carbon steel products, stainless steel products and alloy steel more than 16 years . integrity,professional,
6th Floor, North C6, Aocheng Commercial Plaza ,Tianjin ,China
Copyright © 2024 TJYCT Steel Co., Ltd Privacy Policy