Երբ խոսքը կառուցվածքային կիրառությունների մասին է, ապա հարցը վերաբերում է նրան, թե ինչքանով է տվյալ նյութը հնարավոր է փոխանցել իրական աշխատանքային պայմաններում: Սա շատ կարևոր է, քանի որ ցանկացած կառուցվածքի անջատումը ցածրորակ կապերի պատճառով ցանկալի չէ: Կապերի համար փորձարկումներ իրականացնելիս դիտարկվում է միացումների ճիշտ ամրացումը, տարբեր տեսակի էլեկտրակապման մեթոդների փորձարկումները և համոզվելը, որ միացված նյութերը համատեղելի են միմյանց հետ: Այս բոլոր ստուգումները կարևոր են ճեղքերի, օդի պարկերի (անջատումների) կամ ամբողջական միացում չկայանալու դեպքում ամբողջ կառուցվածքի թուլացման խնդիրները կանխելու համար: Վերցրեք, օրինակ, պողպատե խողովակները կամ խողովակա-shaped ձևավորված մասերը, որոնք հաճախ հանդիպում ենք խոշոր շինարարական նախագծերում: Այդ մասերի համար ճիշտ էլեկտրակապման մեթոդը ընտրելը ամենակարևոր տարբերությունն է ապահովելու համար, որ այդ հսկայական կառուցվածքները ժամանակի ընթացքում ամուր և անվտանգ մնան:
Բարձր ամրությամբ համաձուլվածքներից պատրաստված պողպատե անկյունաքանոնները ունեն հատուկ հատկություններ, որոնք պահանջում են տարբեր մոտեցումներ ճիշտ արդյունքներ ստանալու համար: Այս պողպատներն ավելի բարձր թույլատրելի լարում ունեն, սակայն ավելի քիչ են կորանում առանց փլվելու, ինչի շնորհիվ այն ավելի խոցելի են լինում սառը ճեղքերի նկատմամբ ճիշտ չկատարված էլեկտրական լուծման դեպքում: Այս թուլության պատճառով էլեկտրական լուծման ժամանակ պետք է հետևել որոշակի քայլերի, ինչպես օրինակ նախօրոք մետաղը տաքացնելը և էլեկտրական լուծումից հետո կիրառել որոշակի մշակումներ: Այս մանրամասների ճիշտ կատարումը օգնում է պահպանել վերջնական միացման ամրությունը: Կառուցարարական մասնագետները, ովքեր աշխատում են C կամարի պողպատե հատվածների և չժանգոտվող պողպատե խողովակների հետ, պետք է ստուգեն իրենց էլեկտրական լուծման մեթոդները, որպեսզի կառուցվածքներում չստեղծվեն թուլացած տեղեր, որտեղ կիրառվում են այս բաղադրիչները:
Պողպատի էլեկտրակայունությունը կախված է նրա քիմիական բաղադրությունից, մասնավորապես ածխածնի, մանգանի և նիկելի պարունակությունից: Այս նյութերը փոփոխում են մետաղի վարքը էլեկտրակայանքի ընթացքում տաքացնելիս, ինչը ուղղակիորեն ազդում է էլեկտրակայունության որակի վրա: Նշանակալի է նաև ածխածնի համարժեք հաշվարկը, քանի որ այն տեղեկում է ճյուղավորման մասին, թե արդյոք կարող են առաջանալ սառը ճեղքեր էլեկտրակայունությունից հետո: Տարբեր պողպատների համար համապատասխան էլեկտրակայունության մեթոդներ ընտրելիս այդպիսի վերլուծությունը օգնում է պահպանել կառուցվածքների անվտանգությունը և ամրությունը: Ավելի ցածր ածխածնի համարժեք պողպատները սովորաբար ավելի լավ են աշխատում էլեկտրակայունության կիրառման համար, ամբողջ գործընթացը հեշտացնելով կառավարել և ամրագործելով հանգույցները: Պողպատե կառուցվածքներ ստեղծելու գործում ներգրավված ցանկացած անձ պետք է հասկանա այս հիմնարար սկզբունքները, եթե ցանկանում է ստանալ լավ արդյունքներ իրենց էլեկտրակայունության աշխատանքներից:
Երբ խոսքը աղբյուրի մասին է, ջերմային ազդեցության գոտին (HAZ) հիմնականում պողպատի այն մասն է, որտեղ մետաղը փոխվում է գործընթացի ընթացքում առաջացած ջերմության պատճառով: Այստեղ տեղի ունեցողը շատ կարևոր է, քանի որ այս տիրույթը թուլանում է և ստեղծում է այնպիսի կետեր, որտեղ աղետներ սկսվում են: Հատկապես C ալիքաձև պողպատի դեպքում, այս փոփոխությունների վերահսկումը որոշիչ է այն բանի համար, թե արդյոք աղբյուրը կպնդանա, թե ոչ: Իրական աշխարհի ինժեներները դիտարկում են կարծրության մակարդակները և նյութի ներքին կառուցվածքի տեսքը տաքացնելուց հետո՝ տեսնելու համար, թե արդյոք ամեն ինչ համապատասխանում է ինժեներական սպեցիֆիկացիաներին: Այս մանրամասների ստուգումը օգնում է հայտնաբերել թուլացած տեղերը՝ նրանք մեծ խնդիրներ դառնալուց առաջ կառուցվածքի համար: Այդ իսկ պատճառով բարձրորակ փորձարկումներ անցկացնելը պարտադիր է, երբ աշխատում են այնպիսի աղբյուրների վրա, որոնք պետք է հաստատուն լինեն և ապահով բեռնվածության տակ:
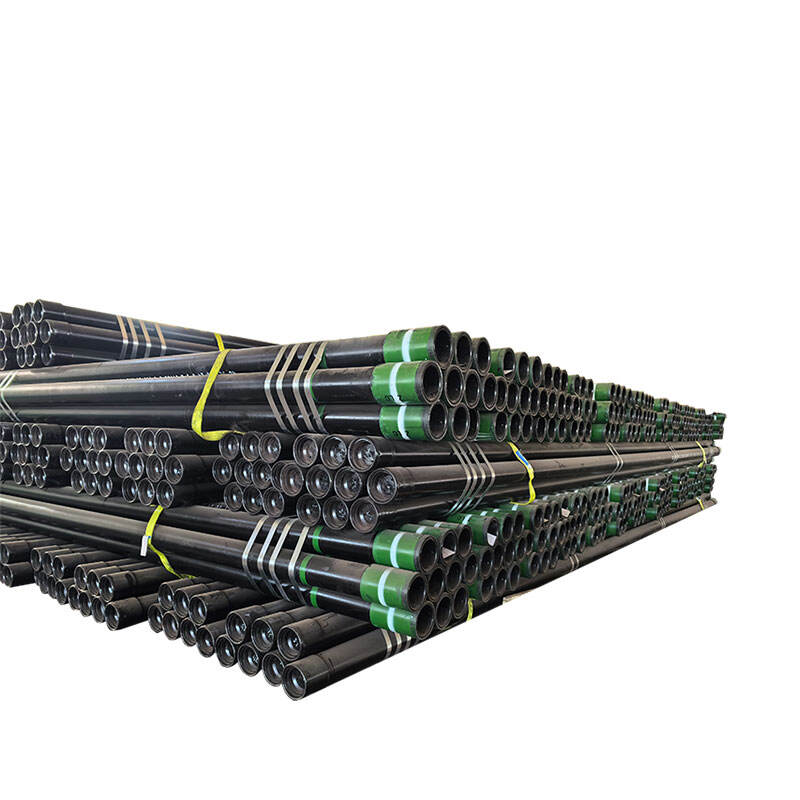
Որոշակի կարևոր է պողպատե խողովակների ձևավորումը, նրանց պատի հաստությունը և ընդհանուր տեսքը, քանի որ դա ազդում է նրանց լավ միացման և կապերի կայունության վրա: Բարդ դիզայնների դեպքում հաճախ անհրաժեշտ է հատուկ տեխնիկաներ և որոշակի լցնող մետաղներ օգտագործել, որպեսզի ստացված միացումները հարմար լինեն երկարատև օգտագործման համար: Գիտական հետազոտությունները ցույց են տվել, որ ճարտարագետների կողմից միացումների հարմարեցման դեպքում լավացվում է լարվածության բաշխումը, ինչն ամբողջ կառուցվածքների համար ապահովում է ավելի լավ արդյունքներ նույնիսկ փոփոխվող պայմաններում: Այս մեթոդները միայն թելադրում են ավելի ուժեղ կապեր, այլ նաև երկարացնում են կառուցվածքների կյանքի տևողությունը սովորական մաշվածքի դեպքում: Ցանկացած մետաղե կառուցվածքի հետ աշխատողի համար նախատեսման փուլից սկսած մինչև էլեկտրական լուծումը հատկությունների և ձևերի վրա ուշադիր նայելը կարող է ամեն ինչ փոխել արդյունքների և նրանց հավաստիության հարցում:
Ոչ քայքայող փորձարկումը, կամ ՈՔՓ-ն, ներառում է տեխնիկաներ, ինչպիսին են ուլտրաձայնային փորձարկումը (ՈՒՓ) և ռենտգենային փորձարկումը (ՌՓ), որոնք օգնում են ստուգել չժանգոտվող պողպատե խողովակների կապանների որակը՝ առանց վնասելու իրական նյութը: Այս փորձարկումները հայտնաբերում են կապանի ներսում առկա խնդիրները, որպեսզի այն համապատասխանի այն արդյունաբերական ստանդարտներին, որոնց վրա բոլորը կախված են: Եկեք ավելի մանրամասն դիտարկենք, թե ինչպես են դրանք աշխատում: Ուլտրաձայնային փորձարկումը էությամբ ուղղում է բարձր հաճախականությամբ ձայնային ալիքներ կապանի տիրույթի մեջ և վերլուծում է, թե ինչպես են այդ ալիքները արձագանքում ցանկացած անհամապատասխանություն հայտնաբերելու համար: Ռենտգենային փորձարկումը աշխատում է այլ կերպ՝ օգտագործելով ռենտգենյան ճառագայթներ ներքին կառուցվածքում առկա իրավիճակը ցուցադրող պատկերներ ստանալու համար: Երբ ընկերությունները իրականում կիրառում են այս ՈՔՓ մեթոդները, կառուցվածքային անջատման հնարավորությունները մեծապես նվազում են: Սա նշանակում է ավելի անվտանգ ապրանքներ տարբեր արդյունաբերություններում, որտեղ միացված մասերը ամենաշատն են կարևորվում:
Ավերիչ փորձարկումը աշխատում է այլ կերպ, քան ոչ ավերիչ մոտեցումները, քանի որ այն իրականում կոտրում է կապակցված նմուշները՝ տեսնելու համար, թե ինչ է տեղի ունենում: Հիմնական նպատակն է հասկանալ մեխանիկական հատկությունները, ինչպիսիք են ձգման դիմադրությունը և պլաստիկությունը, երբ նյութերը հասնում են խախտման կետին: Այս տեսակի փորձարկումը տրամադրում է կարևոր տեղեկություն այն մասին, թե ինչպես են կապակցված հանգույցները վարվում իրական աշխարհում, ինչը օգնում է համոզվել, որ դրանք կարող են դիմանալ ցանկացած լարվածությանը՝ համաձայն անվտանգության պահանջների: Շատ լաբորատորիաներ հետևում են ASTM ցուցումներին այս փորձարկումների ժամանակ: Օրինակ, ձգման փորձարկման ընթացքում տեխնիկները ձգում են մի կապակցված մաս, մինչև այն կոտրվի: Սա ցույց է տալիս ճիշտ այն տեղը, որտեղ առաջանում են անջատումներ, և տեղեկություն է տալիս նյութի դեֆորմացիայի բնութագրերի մասին: Կայուն արդյունքներ ստանալը շատ կարևոր է, քանի որ ցանկացած անհուսալի կապակցում ցանկացած արդյունաբերական պայմաններում ավելի ուշ ձախողվել չի ցանկանա:
Ճեղքերի առաջացման հավանականությունը պողպատե խողովակների միացումների ստուգման ժամանակ հատկապես կարևոր է, հատկապես այն տեղերում, որտեղ լարվածությունը շատ մեծ է: Այս տեսակի վերլուծություն կատարելիս ուշադրություն են դարձնում այնպիսի գործոնների վրա, ինչպիսին են կրկնվող տաքացման և սառեցման ցիկլերի ընթացքում տեղի ունեցող երևույթները, արտադրության ընթացքում առաջացած մնացորդային լարվածությունները և նյութերի սեփական պատասխանը տարբեր պայմանների նկատմամբ: Վերցրեք, օրինակ, էլեկտրական լավային միացումը (էլեկտրատաքացման միացումը): Եթե միացումը ենթարկվում է կայուն ջերմաստիճանային փոփոխությունների, ապա ժամանակի ընթացքում առաջանում է ջերմային լարվածություն, ինչը մեծացնում է ճեղքերի առաջացման հավանականությունը: Այս բոլոր գործոնների հստակ ըմբռնումը հնարավորություն է տալիս մշակել խնդիրների առաջից կանխելու մեթոդներ, ինչը նշանակում է, որ մեր էլեկտրական միացումներով ստեղծված կառուցվածքները ավելի երկար կկոտրվեն և ավելի ապահով կլինեն: Այդպիսի գնահատումներ կատարող ճարտարագետները այնուհետև կարող են ճշգրտել իրենց էլեկտրական միացման մեթոդները՝ ճեղքերի առաջացումը նվազեցնելու համար: Սակայն արդարացի լինելով՝ նույնիսկ այս ծավալուն պլանավորման դեպքում երբեմն անսպասելի խնդիրներ են առաջանում վայրում, որոնք պահանջում են արագ մտածելու և վայրում ճշգրտումներ կատարելու ունակություն:
C ալիքի մետաղի մեջ փորատման գործընթացներ ստեղծում են մնացորդային լարումներ, որոնք բերում են դեֆորմացիայի և ճկվածքի խնդիրների, վատանում են վերջնական արտադրանքի ձևը: Խնդրի բարդությունն այն է, որ այս ներքին լարումները տեսանելի չեն լինում ստուգման ընթացքում, սակայն անկանխատեսելի ձևով դրսևորվում են և թույլ են տալիս ամբողջ փորատված կառուցվածքի ամրությունը: Լավագույն ճանապարհը դեպի առաջ? Կիրառել ապացուցված մեթոդներ, ինչպիսիք են հնարավորին չափ կարգավորել սառեցման արագությունը և փորատումից հետո կիրառել ջերմային մշակում: Փորձը ցույց է տալիս, որ ճիշտ կերպով կառավարելով մնացորդային լարումները երկարացվում է փորատված միացումների կյանքի տևողությունը և բարելավվում է դրանց ընդհանուր արդյունավետությունը: Արտադրողները, ովքեր ընդունում են այս լարումների կառավարման մեթոդները, ավելի ամուր հանգույցներ են ստանում, որոնք ավելի լավ դիմադրում են դեֆորմացիաներին իրենց ծառայության ընթացքում:
Բարձր ամրության պողպատե միացումները ջրածնային թուլացման լուրջ վտանգների են ենթարկվում, որը կարող է առաջացնել ճեղքեր սկզբնական լցումից շատ անց հետո: Խորան և այլ աղտոտող նյութեր հաճախ հանդիսանում են այդ խնդրի պատճառ, դարձնելով դրանք ցանկալի թիրախներ ցանկացած լավ կանխարգելման ծրագրի համար: Շատ լցողներ գիտեն, որ ճիշտ չորացման տեխնիկան և արհեստանոցի խոնավության մակարդակի վերահսկումը կարող է մեծ տարբերություն առաջացնել, երբ ջրածինը պետք է բացառվի հավասարման մեջ: Այս հիմնարար քայլերը օգնում են պահպանել միացումների ամրությունը ժամանակի ընթացքում, ինչը շատ կարևոր է կամուրջների, ճնշման տարաների և այլ կրիտիկական ենթակառուցվածքների համար, որտեղ ձախողումը չի կարող տեղ ունենալ:
Բարձր ամրության պողպատե խողովակներ միացնելուց առաջ ճիշտ նախնական տաքացում ապահովելը մեծ տարբերություն է անում, որպեսզի խուսափենք ջերմային շոկից և այն ճաքերից, որոնք առաջանում են գործընթացի ընթացքում: Երբ ամեն ինչ ճիշտ է արվում, նախնական տաքացումը տաքացված մակերեսը հավասարաչափ է բաշխում մետաղի մակերեսին, նվազեցնելով այն լարման կետերը, որոնք կարող են հետագայում խնդիրներ առաջացնել: Հետո մնում է միացման հետևանքով տաքացման մասը, որի մասին քիչ են խոսում, սակայն այնքան էլ կարևոր է: Այս փուլը վերացնում է միացման ընթացքում առաջացած լարման մնացորդային ուժերը՝ վերականգնելով միացված մասերի ճկունությունն ու ամրությունը: Ճիշտ ջերմաստիճանային ցուցանիշների և յուրաքանչյուր փուլի տևողության հարցում ճիշտ հաշվարկն ամենակարևոր գործոնն է, եթե ցանկանում ենք, որ մեր միացումները երկար ժամանակ դիմանան ճնշմանը: Եթե ամեն ինչ ճիշտ է հաշվարկված, ապա պողպատե խողովակների համակարգերը երկար կյանք կունենան՝ առանց անակնկալ անջատումների:
Ցանկացած մարդու համար, ով կապված է կոնստրուկցիոն պողպատե կառուցվածքների հետ, կարևոր է իմանալ, թե ինչպես է AWS D1.1-ն տարբերվում ISO 15614-ից: Այս երկու ստանդարտներն էլ տալիս են մանրամասն ցուցումներ կոնստրուկցիոն պողպատների էլեկտրական լցման վերաբերյալ, սակայն մոտենում են այդ հարցին մի փոքր այլ կերպ՝ կախված նրանից, թե որտեղ է գտնվում տվյալ նախագիծը: AWS D1.1 ստանդարտը հիմնականում օգտագործվում է Հյուսիսային Ամերիկայում, քանի որ այն կենտրոնանում է էլեկտրական միացված կոնստրուկցիաների անվտանգության և որակի վրա՝ համապատասխանելով տեղական շինարարական կոդերի պահանջներին: Միևնույն ժամանակ, ISO 15614-ն ընդունում է ավելի լայն տեսակետ՝ ընդգրկելով ամբողջ աշխարհում կոնստրուկցիոն կիրառության տարբեր տեսակները: Այս ստանդարտներից ցանկացածի հետևում լուրջ մոտեցումը բարելավում է անվտանգությունը և պահպանում է որակը. այն նաև օգնում է նվազեցնել հնարավոր իրավական խնդիրները ապագայում, երբ աշխատանքային վայրում ինչ-որ բան սխալ է լինում: Այդ իսկ պատճառով շատ ճարտարագետներ, ովքեր աշխատում են կոնստրուկցիոն պողպատե նախագծերի վրա, նախագծման փուլում իրենց մոտ պահում են այս երկու ստանդարտների օրինակները:
Ամերիկյան հատումների ընկերության (AWS) պես կազմակերպությունների միջոցով վկայագրվելը կարևոր դեր է խաղում պողպատե անկյունների հետ աշխատելիս կարևոր հատումների բարձր չափանիշները պահպանելու գործում: Այս վկայագրերը հիմնականում հաստատում են, որ հատուցողները տիրապետում են իրենց գործին և կարողանում են հասնել այդ դժվարին արդյունաբերական չափանիշներին, այնպես որ ստանում ենք հատումներ, որոնք իրոք ժամանակի ընթացքում դիմանում են: Երբ ընկերությունները հետևում են այս վկայագրման կանոններին, նրանք նվազեցնում են վատ հատումների թիվը, որոնք հետագայում կարող են ձախողվել, ինչպես նաև ստամբդրում են հաճախորդների վստահությունը նրանց նախագծերում ներդրումներ կատարելու հարցում: Շատ լավ խանութներ շինարարության ընթացքում նաև կանոնավոր ստուգումներ են իրականացնում, որոնք վերաբերում են նախապատրաստման աշխատանքներից մինչև վերջնական ստուգումները: Այս անընդհատ հսկողությունը ապահովում է հարթ աշխատանքը և երաշխավորում է, որ մարդիկ չեն փորձի խնայել ժամանակ կամ գումար խնայելու համար:
 Խիստ նորություններ
Խիստ նորություններ2025-01-03
2024-10-23
2024-11-15
TJYCT STEEL CO., LTD. մասնագիտացած ածխածնային պողպատից արտադրանքի, չժանգոտվող պողպատի արտադրանքի և լեգիրված պողպատի մեջ ավելի քան 16 տարի: ազնվություն, պրոֆեսիոնալ,
6-րդ հատ, Հյուսիսային C6, Aocheng comer ցենտրոն, Տիանջին, Չինաստան
Հեղինակային իրավունքներ © 2024 TJYCT Steel Co., Ltd Սկսածքային POLITICY